Одним из вариантов использования конденсатных насосов КсВ на ТЭС, является перекачка циркуляционной воды из конденсатора в деаэратор. Производительность конденсатного насоса в данном случае определяется максимальным расходом конденсата турбины, и таким образом, коэффициентом полезного использования топливно-энергетических ресурсов при эксплуатации КсВ, является величина утечки воды через уплотнения конденсатного насоса.
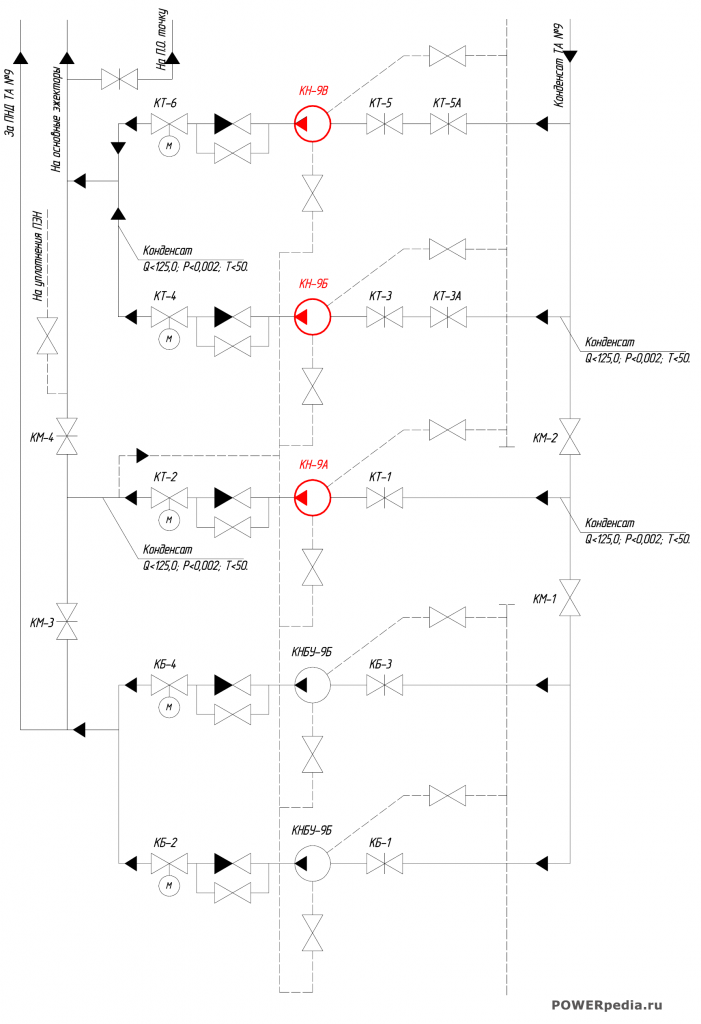
Для обеспечения надежной работы турбины конденсатные насосы устанавливаются в количестве не менее 2х штук (в большинстве случаев – три насоса), при этом один из агрегатов находится в работе. При работе трех насосных агрегатов принято обозначать их следующим образом:
— основной насос (работающий);
— насос горячего резерва;
— насос холодного резерва.
Резервирование работы конденсатных наосов выполнено с помощью схемы АВР, реализованной в РУ 0,4 кВ, непосредственно в месте подключения насосов.