Новости
![]() >>> Сотрудники «Красного котельщика» вошли в число лучших дефектоскопистов Ростовской области
>>> Сотрудники «Красного котельщика» вошли в число лучших дефектоскопистов Ростовской области
![]() >>> Группа ГМС поставила насосное оборудование для Орловской ТЭЦ
>>> Группа ГМС поставила насосное оборудование для Орловской ТЭЦ
![]() >>> Приглашаем на выставку «ЭкваТэк-2023»
>>> Приглашаем на выставку «ЭкваТэк-2023»

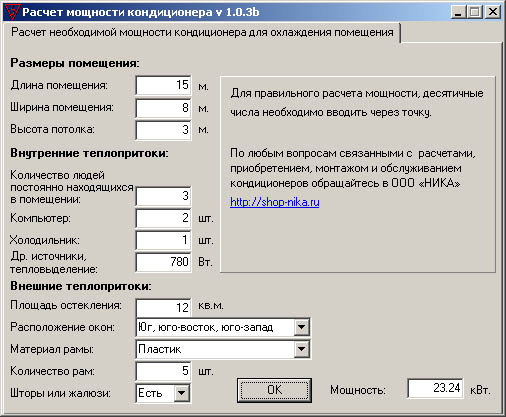
Программа «Расчет мощности кондиционера v 1.0.3b» позволит рассчитать мощность домашнего кондиционера, необходимого для поддержания оптимальных климатических условий в помещении.
Исходными данными для такого расчета являются геометрические параметры помещения, а также параметры теплообмена данного помещения: теплопоступления от людей, электрического освещения, электробытовых приборов, плюс теплопритоки от внешней среды, поступающие через окна.
Язык интерфейса: русский
Лицензия: абсолютно бесплатная
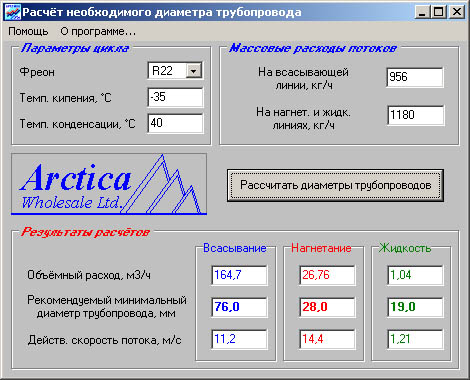
«Расчет необходимого диаметра трубопровода. Версия 1.0» — инженерная программа, позволяющая рассчитать/подобрать диаметры трубопроводов фреоновых холодильных установок (например, кондиционеров).
В качестве исходных данных в программе задается тип используемого фреона (R22, R404A, R134a), температуры кипения и конденсации, а также массовые расходы потоков на всасывающей, нагнетательной и жидкостной линиях.
Язык интерфейса: русский
Лицензия: абсолютно бесплатная
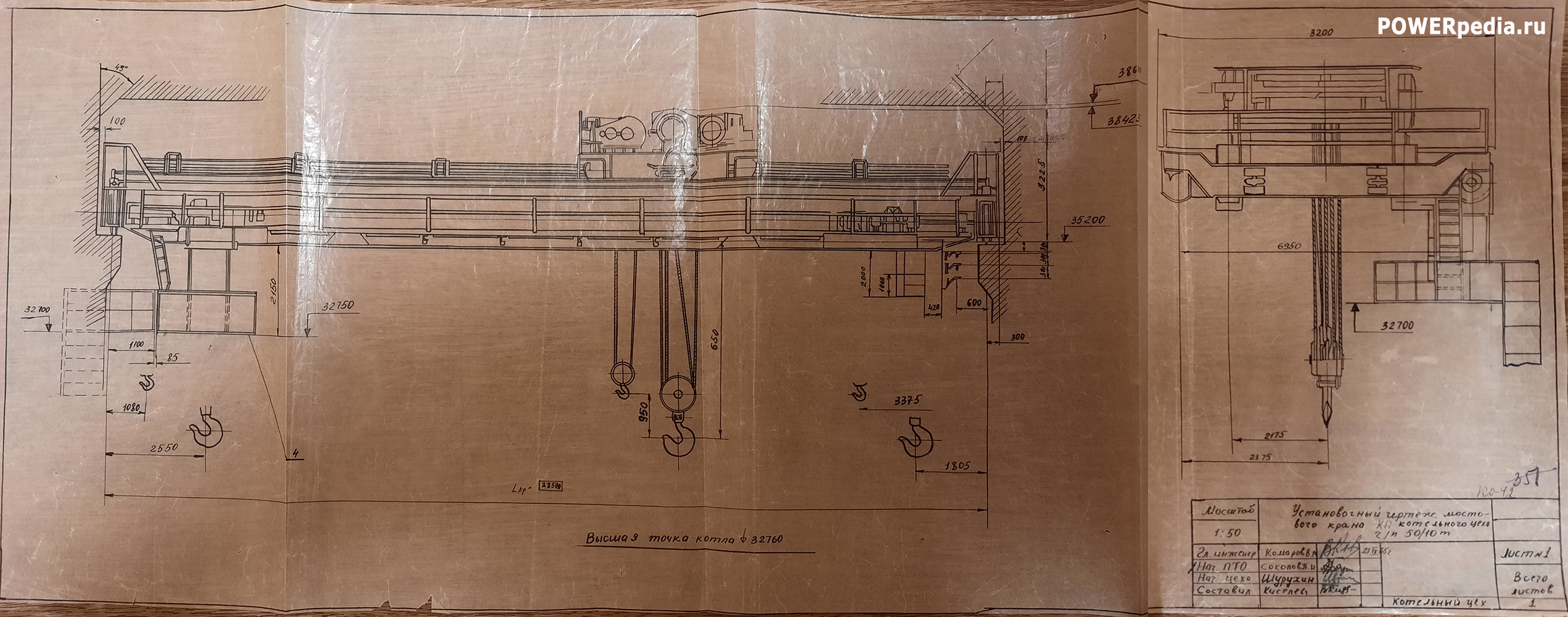
Кран мостовой электрический г/п 50,0/10,0 т, изготовленные Харьковским заводом ПТО им. Ленина в 1965 г., используются для погрузочно-разгрузочных работ.
Температурный режим работы кранов от +15 ºС до +35 ºС, что соответствует паспортным значениям. Краны эксплуатируется в закрытом отапливаемом помещении.
Таблица 1. Технические характеристики крана КМ
| Тип крана (мостовой, козловой и т.д.) | КМ 5015 |
| Грузоподъемность крана | 50,0/10,0 |
| Тип металлоконструкции крана (коробчатого сечения, сварная, фермовая и т.д.) | Коробчатого сечения, сварная. |
| Пролет кранов, м | 28,5 |
| Группа классификации (режим работы) кранов паспортная по ГОСТ или ИСО | Легкий, ПВ 15%. |
| Высота подъема, м | Главного – 40,00 |
| Вспомогательного – 45,0 | |
| Скорости механизмов, м/мин
Главного подъема |
2,0 |
| Вспомогательного подъема | 12,0 |
| Передвижения крана | 50,0 |
| Передвижения грузовой тележки | 20,0 |
| Данные о материалах несущих элементов металлоконструкций, в том числе материалов, использованных при ремонте | Вст3кп ГОСТ 500-58 |
| Диаметр каната, мм | Главный подъем – 24,0 |
| Вспомогательный подъем – 17,0 | |
| Наличие сертификатов или копий сертификатов на материалы несущих элементов металлоконструкций | отсутствуют |
| Паспортные данные о нижних пределах температур рабочего состояния кранов | Не ниже (-) 20ºС. |
| Завод изготовитель | Харьковский завод ПТО им. Ленина |
| Дата изготовления | 1965 г |

Одним из мероприятий, влияющих на энергетическую эффективность РВП, является замена существующей набивки холодного и горячего слоя на новую набивку усовершенствованного профиля.
Данная реконструкция повлияет на следующие технико-экономические показатели РВИ и станции в целом:
— снижение присосов в РВП;
— уменьшение температуры уходящих газов за счет интенсификации теплообмена;
— повысить КПД котла за счет повышения температуры горячего воздуха;
— снижение риска возникновения аварийных ситуаций при выпадении корродированных пластин пакетов;
— снижение аэродинамического сопротивление РВП;
— уменьшение вредных выбросов в атмосферу;
— повышение надёжности работы агрегата в целом.
Экономия условного топлива достигается за счет снижения температуры уходящих газов и повышения температуры горячего воздуха.
Ниже представлен расчет экономии топлива для РВП-3600 и котлоагрета БКЗ после замены пакетов набивки регенеративного воздухоподогревателя:
Таблица 1. Расчет энергоэффективности РВП
| Наименование | Обозн. | Ед. изм. | Формула | Значение |
| Часовой расход газа усредненный по времени работы котла в году | В | нм3/час | учет | 9745 |
| Продолжительность работы котла в году | Tч | час/год | учет | 3152 |
| Годовой объем потребления газа котлом | Вг | тыс.нм3/год | Вг=В·Тч/1000 | 30717 |
| КПД котла брутто | η | % | учет | 89,22 |
| Планируемое увеличение КПД котла | Δη | % | по опыту эксплуатации к.а.№7 | 2,72 |
| Экономия газа за год от повышения эффективности РВП | ΔBг | тыс.нм3/год | ΔBг=Вг*Δη/η | 936,5 |
| Теплотворная способность газа | Qг | ккал/нм3 | учет | 8578 |
| Теплотворная способность условного топлива | Qут | ккал/кг | справочник | 7000 |
| Экономия условного топлива за год от повышения эффективности РВП | ΔBут | тут/год | ΔBут=ΔBг*Qг/Qут | 1148 |
После длительной эксплуатации РВП, без производства своевременных ремонтов, было произведено обследование пакетов набивки ротора РВП-А, РВП-Б, вследствие которого были выявлены следующие дефекты:
Такое состояние набивки РВП приводит к существенному ухудшению его тепловых и аэродинамических характеристик и, следовательно, к снижению технико-экономических показателей работы котлоагрегата, в том числе к перерасходу топлива и повышению потребления электроэнергии на собственные нужды.
— снизить риск возникновения аварийных ситуаций при выпадении корродированных пластин пакетов;
— снизить температуру уходящих газов и соответственно повысить КПД котла;
— снизить аэродинамическое сопротивление РВП;
— экономить топливо;
— уменьшить вредные выбросы в атмосферу;
— повысить надежность работы агрегата в целом.
— снижение присосов в РВП на 11 %;
— повышение КПД котла на 2,72 % или до 92,23 % за счет повышения температуры горячего воздуха на 20ºС.
— экономия ТУТ РВП.
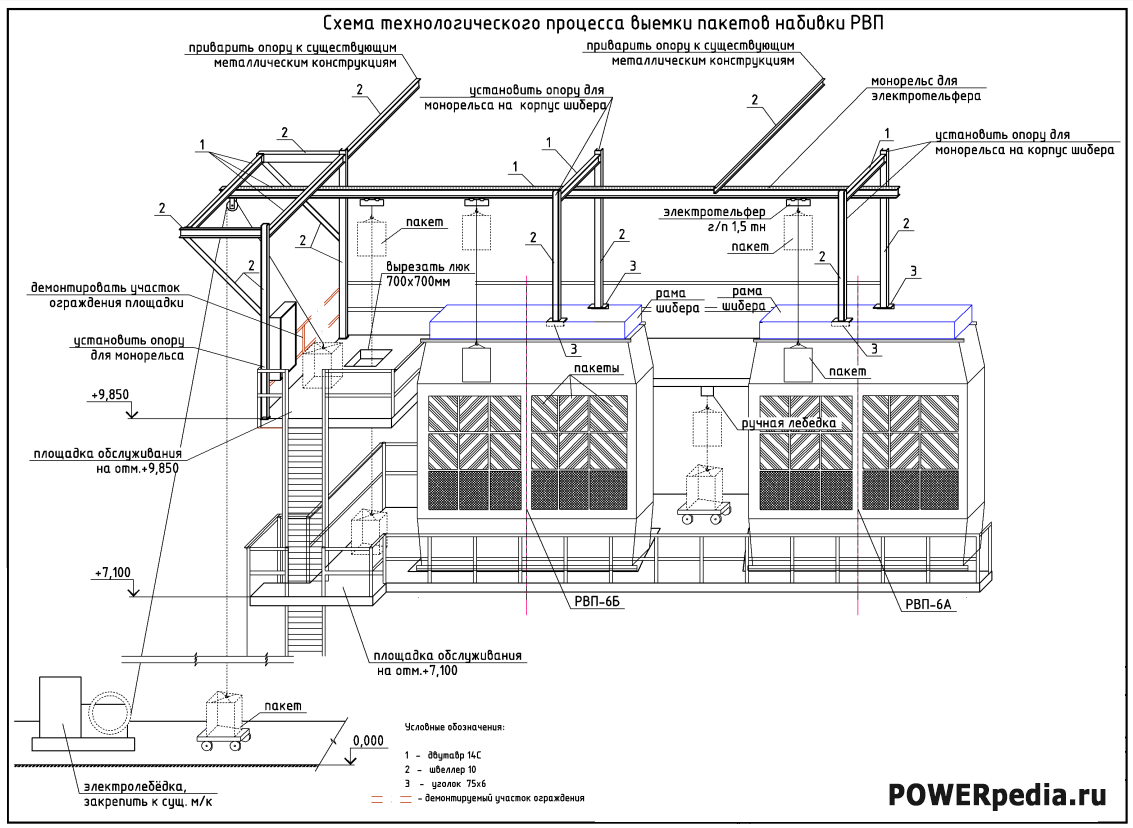
В ходе работ по замене набивки РВП котлоагрегата предусматривается выполнение следующих работ:
Работы на роторе должны производиться после ремонта подшипников опор и привода. Ячейки ротора не должны препятствовать установке пакетов нагревательной набивки.
Подготовленные к установке в ротор пакеты должны быть плотно заполнены листами нагревательной набивки. Сдвиг отдельных листов не допускается.
Подготовительные работы включают в себя организацию рабочих мест.
Демонтажные работы включают в себя:
— демонтаж участка трубопровода рециркуляции горячего воздуха;
— демонтаж участка тепловой изоляции газохода;
— демонтаж тепловой изоляции в районе технологических отверстий для выемки набивки;
— вырезка технологических отверстий для демонтажа/монтажа набивки холодного и горячего слоя;
— монтаж монорельса для электротельфера в газоходе;
— установка электротельфера, подключение его к электрической сети;
— установка электролебедки на отм. 0,000, произвести подключение к электрической сети;
— пронумеровать секторы ротора с 1 по 18;
— установить сектор 1 под крюк электротельфера;
— освободить один из пакетов периферийного кольца ротора сектора 1 от защемлений, застропить на строп, подорвать его, убедиться в отсутствии защемлений и извлечь из ротора, после чего удалить листы дополнительной набивки;
— опустить на переносную площадку, переместить на ней под крюк электротельфера, перестропить на строп, поднять электротельфером, переместить и опустить на транспортную тележку;
— по такой технологии удалить все пакеты набивки сектора 1, переходя от периферийного кольца к центральному;
— повернуть ротор на 180° так, чтобы под крюк электротельфера установить сектор 11 и по вышеописанной технологии извлечь пакеты из сектора 11, пакеты с разрушенным каркасом извлечь по частям;
— остальные пакеты удалить в очередности, представленной на рисунке 1;
— после демонтажа пакетов набивки горячего слоя произвести демонтаж опорной решетки.
Аналогично произвести демонтаж пакетов набивки горячего и холодного слоев.
При извлечении старой набивки и монтаже новых пакетов необходимо соблюдать очередность, обеспечивающую предотвращение разбалансировки ротора РВП.
Монтажные работы.
В объеме монтажных работ выполняется замена корродированных перегородок ротора РВП и установка новых пакетов набивки.
В обратной последовательности демонтажу пакетов набивки, произвести монтаж пакетов новой набивки холодного и горячего слоев, с восстановлением опорных решеток холодного и горячего слоев.
Восстановить демонтированные ограждения площадки обслуживания.
Восстановить отсекающие шибера по уходящим газам в газоходе.
Произвести работы по снятию электротельфера и демонтажу электролебедки.
Демонтировать монорельс электротельфера и его дополнительные опоры.
Закрыть технологический проем на газоходе и восстановить тепловую изоляцию.
Восстановить участок трубопровода рециркуляции горячего воздуха.
Произвести работы по доведению присосов воздуха и температуры уходящих газов до нормативных значений, и, соответственно, повышение КПД котла. Для этого необходимо провести дефектовку и ремонт уплотнений:
— ремонт с заменой полос радиальных уплотнений порядка 15%;
— уплотнений ротора – плиты верхних и нижних радиальных уплотнений, плиты аксиальных уплотнений, верхние и нижние пластинчатые периферийные уплотнения.
Пакеты и листы дополнительной набивки должны быть утоплены ниже фланцев и ступицы ротора не менее чем на 25 мм. Перекрытие листами набивки проходного сечения ротора не допускается.
Место под установку полосы на перегородке должно быть чистым, без остатков прокладок и наплывов сварки.
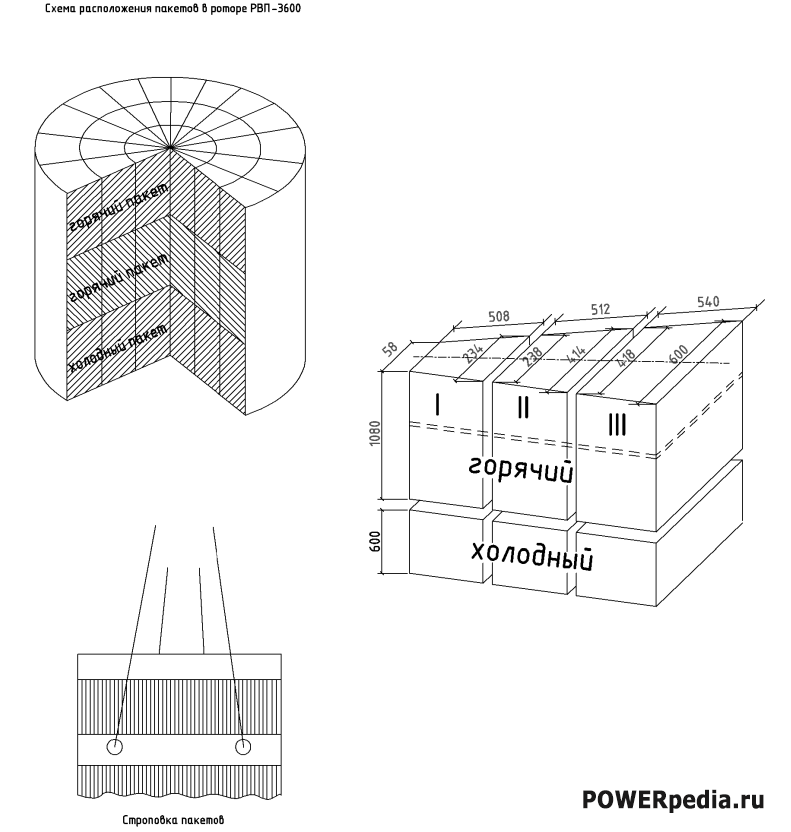
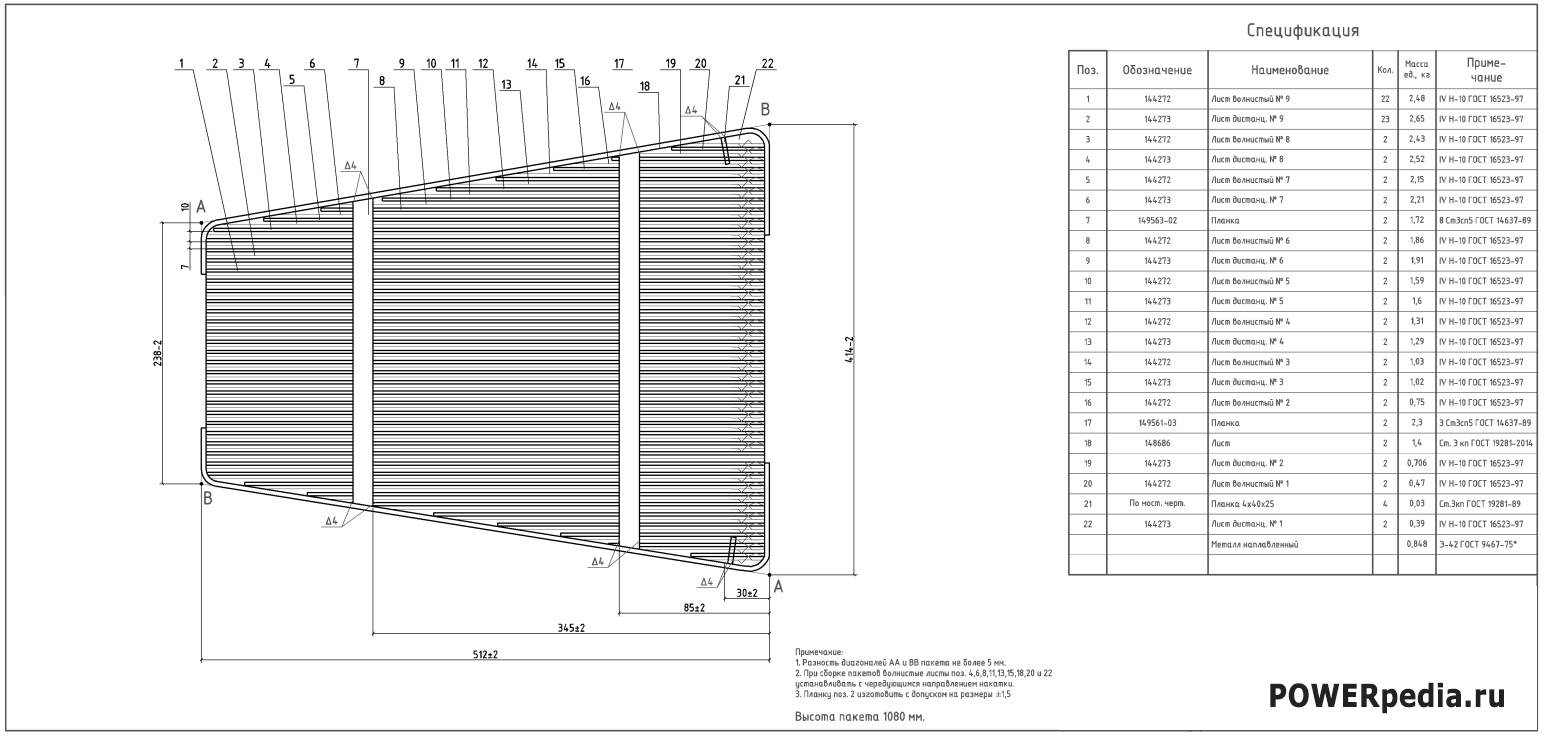
Пакеты РВП (набивки) являются теплообменной поверхностью регенеративных вращающихся воздухоподогревателей различных модификаций и предназначены для передачи тепла от уходящих в атмосферу газов к воздуху, поступающему в топку котла на горение. Набивки работают в зоне переменных температур в коррозионно-активной среде.
Пакеты набивки регенеративного воздухоподогревателя набираются из пар профилированных листов – волнистый лист и лист дистанционирующий, имеющий кроме продольных гофров наклонные волны между гофрами.
Расположение листов в пакете – радиальное.
Общее количество пакетов – 216 шт.
Корпуса пакетов изготавливаются цельными по периметру и по высоте.
В качестве набивки холодного и горячего слоев РВП-3600 рекомендуется применение пакетированной высокоэффективной набивки усовершенствованного профиля СМКА производства ООО «СМК «Альтернатива».
От правильного выбора поверхности нагрева, профилей набивки и соотношения поверхности нагрева холодного и горячего слоев зависит эффективность, надежность работы котла и главное ресурс работы набивки.
Высокоэффективная теплообменная набивка производства ООО «СМК «Альтернатива» г. Северодвинск для регенеративных воздухоподогревателей выполнена в соответствии с требованиями ОСТ 108.030.138-85 «Воздухоподогреватели регенеративные вращающиеся паровых стационарных котлов. Общие технические условия».
Теплообменные листы набивки изготавливаются из листовой стали марки 08пс или 08кп толщиной 0,6-0,7 мм в горячем слое и толщиной 1,2 мм в холодном слое.
Корпуса пакетов изготавливаются сплошными по периметру из листовой стали марки Ст3пс или Ст3сп толщиной 3 мм в горячем слое и 4 мм в холодном слое.
Изготавливаемые пакеты набивки проектируются под конкретные условия работы и с учетом технических требований, выдвигаемых Заказчиком.