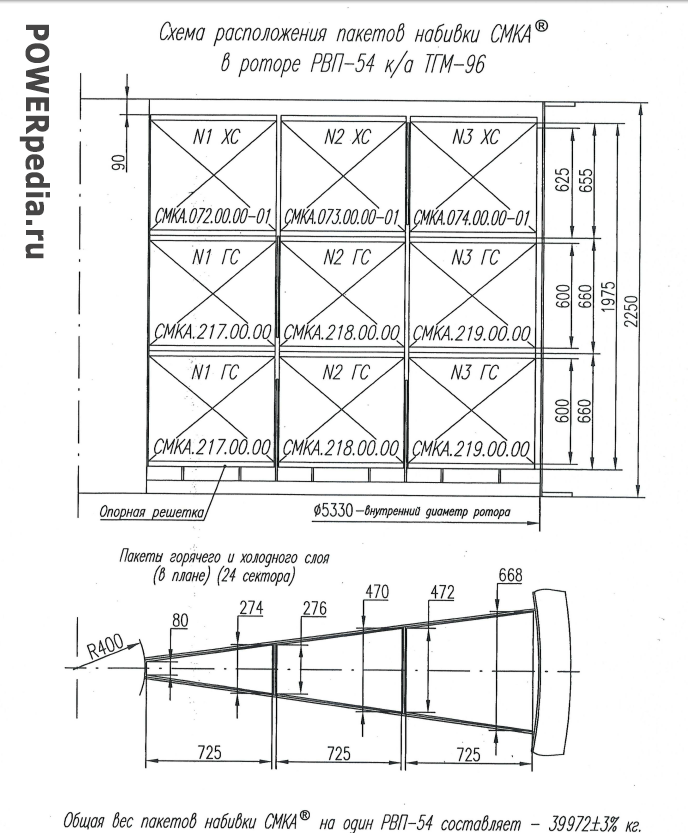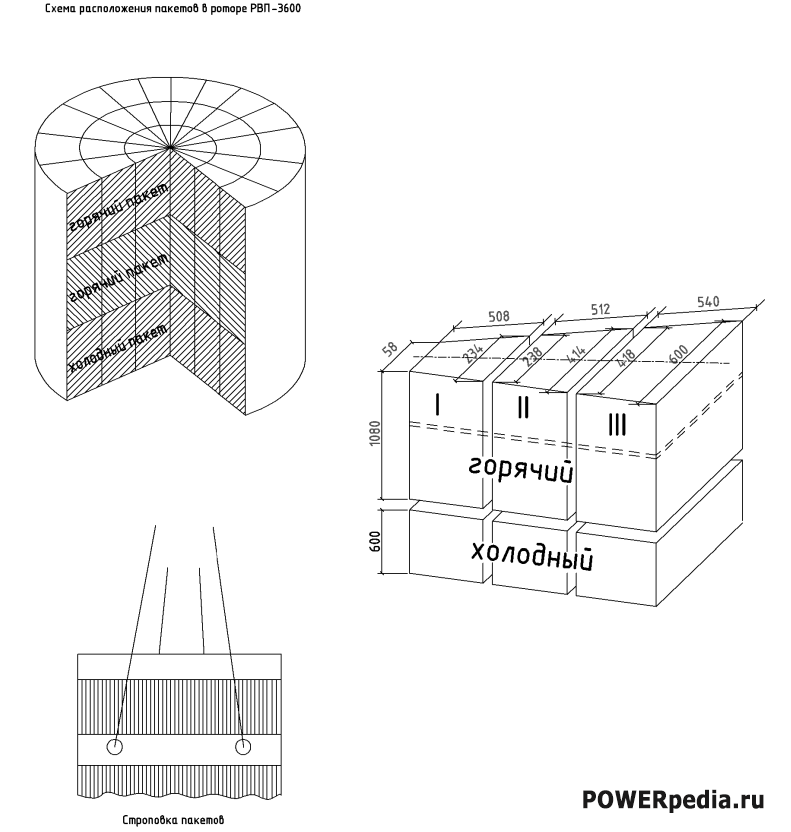
Технологический процесс замены набивки РВП-3600
В ходе работ по замене набивки РВП котлоагрегата предусматривается выполнение следующих работ:
- Подготовительные работы.
- Демонтажные работы.
- Монтажные работы
Работы на роторе должны производиться после ремонта подшипников опор и привода. Ячейки ротора не должны препятствовать установке пакетов нагревательной набивки.
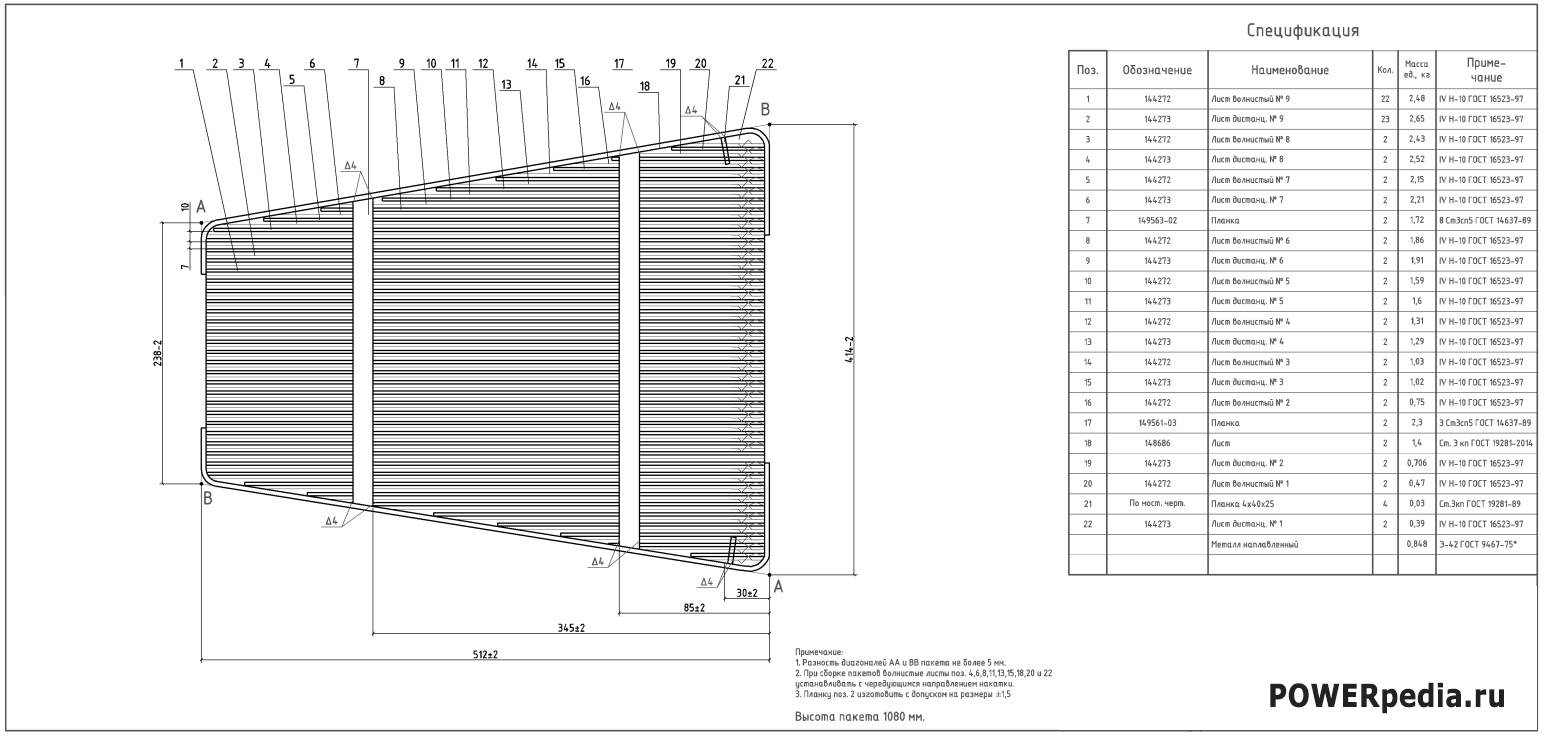
Подготовленные к установке в ротор пакеты должны быть плотно заполнены листами нагревательной набивки. Сдвиг отдельных листов не допускается.
Подготовительные работы включают в себя организацию рабочих мест.
Демонтажные работы включают в себя:
— демонтаж участка трубопровода рециркуляции горячего воздуха;
— демонтаж участка тепловой изоляции газохода;
— демонтаж тепловой изоляции в районе технологических отверстий для выемки набивки;
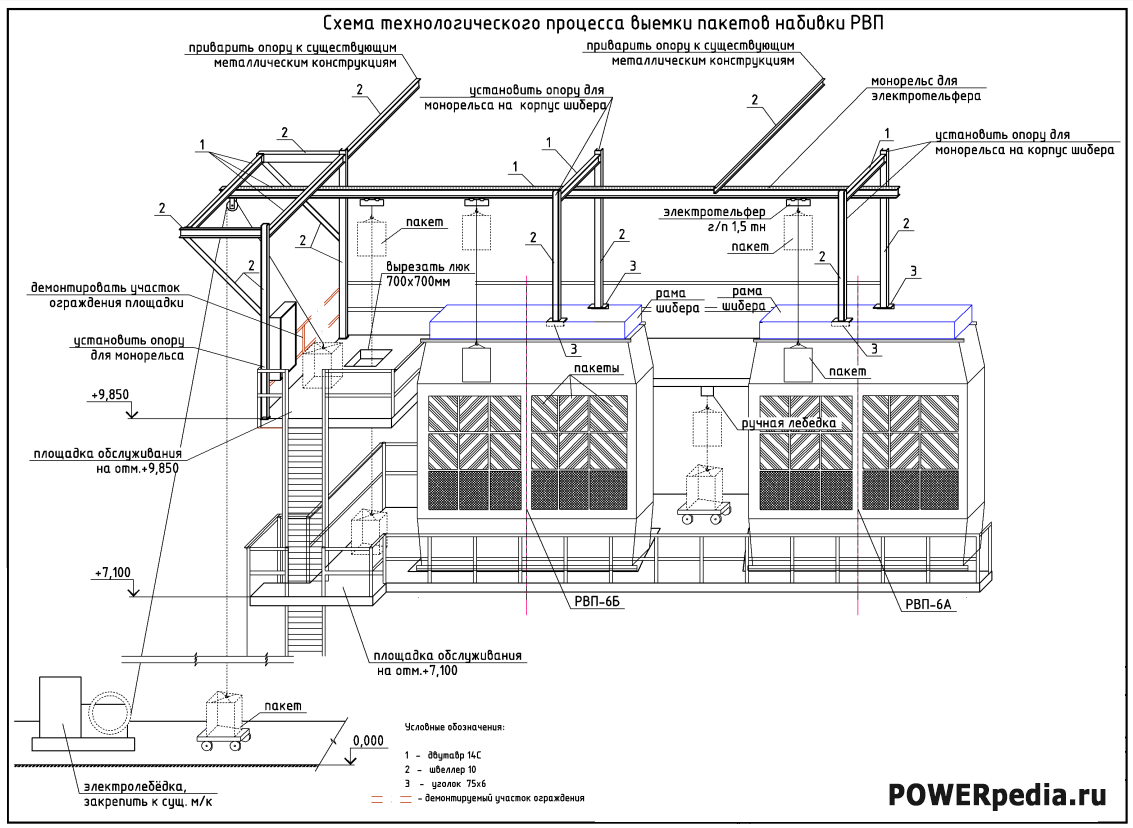
— вырезка технологических отверстий для демонтажа/монтажа набивки холодного и горячего слоя;
— монтаж монорельса для электротельфера в газоходе;
— установка электротельфера, подключение его к электрической сети;
— установка электролебедки на отм. 0,000, произвести подключение к электрической сети;
— пронумеровать секторы ротора с 1 по 18;
— установить сектор 1 под крюк электротельфера;
— освободить один из пакетов периферийного кольца ротора сектора 1 от защемлений, застропить на строп, подорвать его, убедиться в отсутствии защемлений и извлечь из ротора, после чего удалить листы дополнительной набивки;
— опустить на переносную площадку, переместить на ней под крюк электротельфера, перестропить на строп, поднять электротельфером, переместить и опустить на транспортную тележку;
— по такой технологии удалить все пакеты набивки сектора 1, переходя от периферийного кольца к центральному;
— повернуть ротор на 180° так, чтобы под крюк электротельфера установить сектор 11 и по вышеописанной технологии извлечь пакеты из сектора 11, пакеты с разрушенным каркасом извлечь по частям;
— остальные пакеты удалить в очередности, представленной на рисунке 1;
— после демонтажа пакетов набивки горячего слоя произвести демонтаж опорной решетки.
Аналогично произвести демонтаж пакетов набивки горячего и холодного слоев.
При извлечении старой набивки и монтаже новых пакетов необходимо соблюдать очередность, обеспечивающую предотвращение разбалансировки ротора РВП.
Монтажные работы.
В объеме монтажных работ выполняется замена корродированных перегородок ротора РВП и установка новых пакетов набивки.
В обратной последовательности демонтажу пакетов набивки, произвести монтаж пакетов новой набивки холодного и горячего слоев, с восстановлением опорных решеток холодного и горячего слоев.
Восстановить демонтированные ограждения площадки обслуживания.
Восстановить отсекающие шибера по уходящим газам в газоходе.
Произвести работы по снятию электротельфера и демонтажу электролебедки.
Демонтировать монорельс электротельфера и его дополнительные опоры.
Закрыть технологический проем на газоходе и восстановить тепловую изоляцию.
Восстановить участок трубопровода рециркуляции горячего воздуха.
Произвести работы по доведению присосов воздуха и температуры уходящих газов до нормативных значений, и, соответственно, повышение КПД котла. Для этого необходимо провести дефектовку и ремонт уплотнений:
— ремонт с заменой полос радиальных уплотнений порядка 15%;
— уплотнений ротора – плиты верхних и нижних радиальных уплотнений, плиты аксиальных уплотнений, верхние и нижние пластинчатые периферийные уплотнения.
Пакеты и листы дополнительной набивки должны быть утоплены ниже фланцев и ступицы ротора не менее чем на 25 мм. Перекрытие листами набивки проходного сечения ротора не допускается.
Место под установку полосы на перегородке должно быть чистым, без остатков прокладок и наплывов сварки.