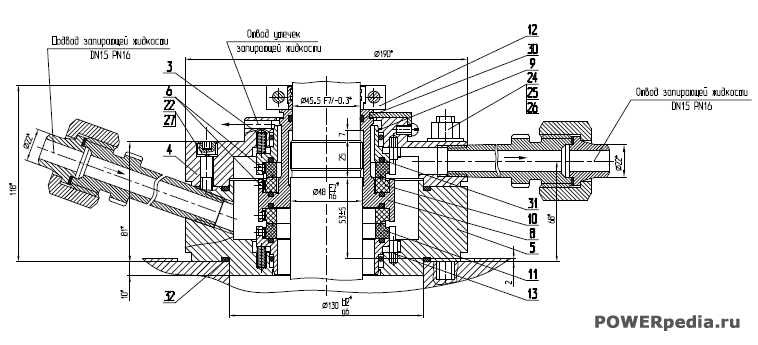
Для контроля температуры подшипников насосных агрегатов предусматривается подключение встроенных датчиков температуры в существующую коробку зажимов КИП.
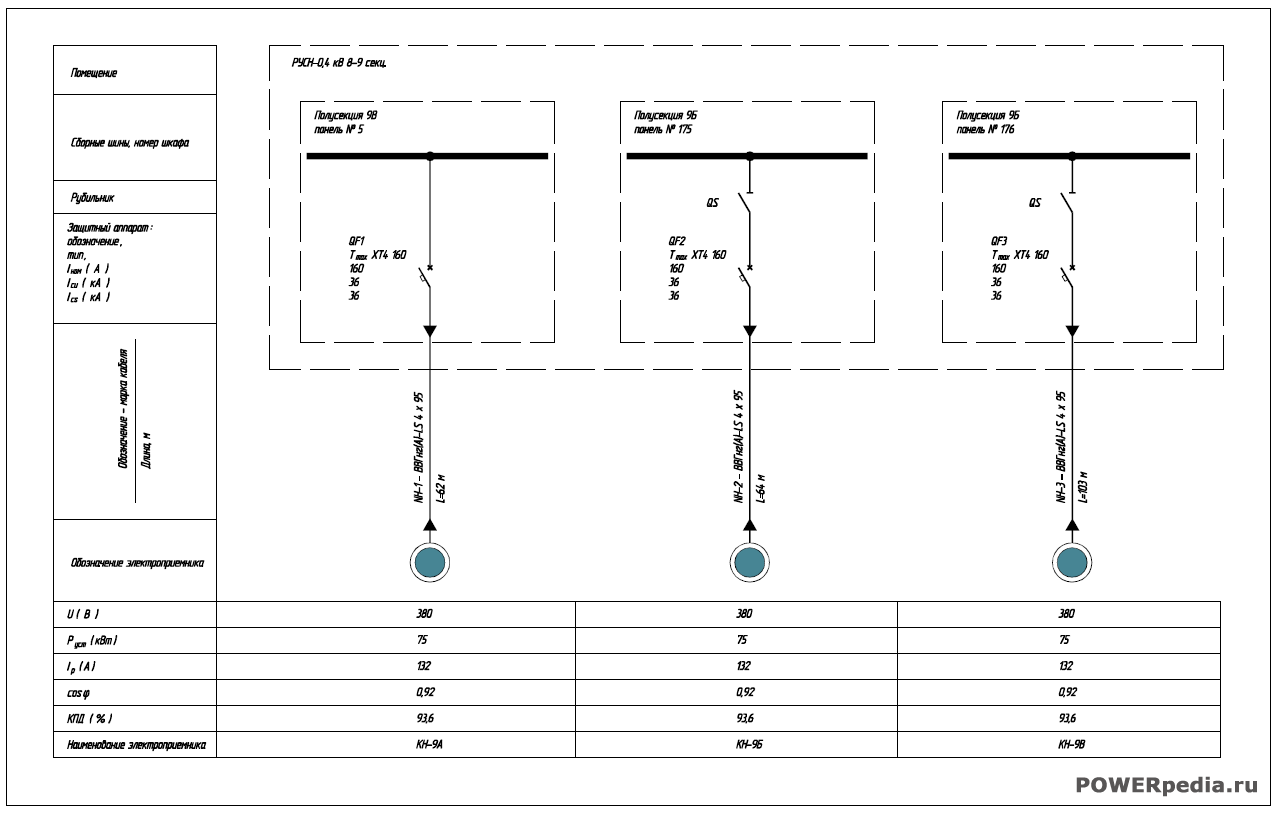
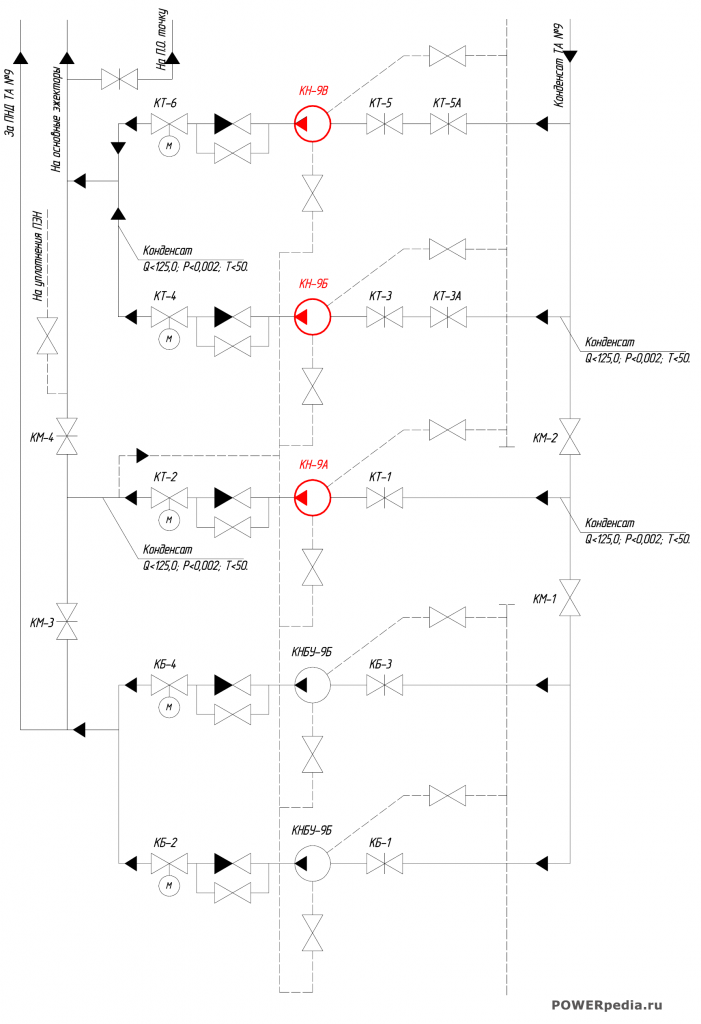
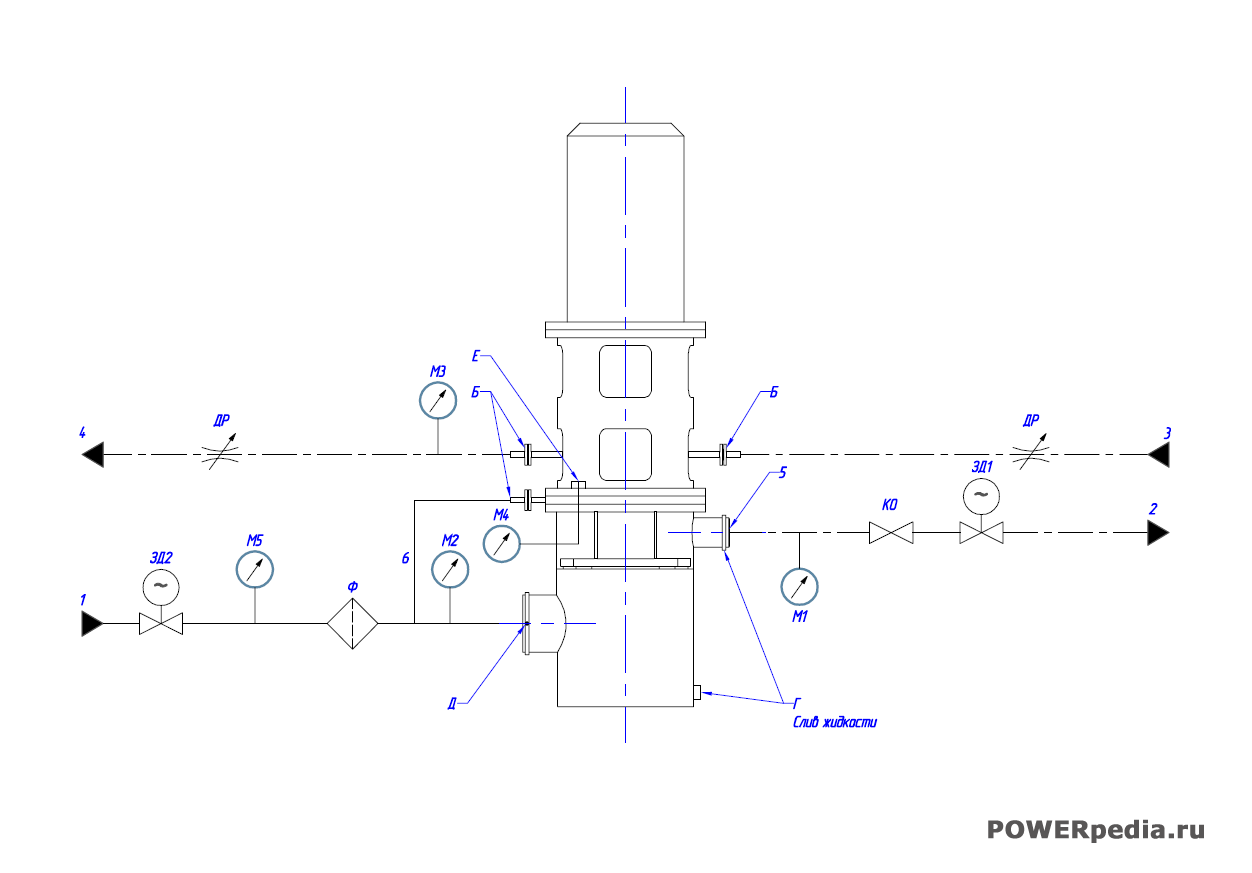
Система автоматики для бесперебойной и безопасной эксплуатации конденсатных насосов (КН) предусматривается в виде датчиков, устанавливаемых по месту, реле АВР, устанавливаемых на пульте управления и переключателей режимов работы (включено, отключено, в резерве). Понижение избыточного давления конденсата на напоре конденсатных насосов ниже 785 кПа (8 кг/см2), приведет к останову работающего агрегата (например КН-9А) и включению насоса горячего резерва (КН-9Б), если горячий резерв не включился, система запускает насос холодного резерва (КН-9В). Таким образом, конденсатные насосы имеют также блокировку по отключению электродвигателя.
Дополнительно, к выше перечисленным измерениям в СО 34.35.101-2003* «Методические указания по объему технологических измерений, сигнализации, автоматического регулирования на тепловых электростанциях», предлагается измерять температуру подшипников насосных агрегатов, хотя на практике делается это весьма редко.
Служба эксплуатации КИПиА на станциях предпочитает использовать в качестве сигнализирующих манометров (ЭКМ), манометры ДМ2005Сг (или ДМ2010Сг). При этом если требуется калибровка средств измерения, то выбирается прибор класса точности 1,5 (ДМ2005Сг), если требуется поверка, то используется прибор класса точности 1 (ДМ2010Сг).
* — проверяйте актуальность нормативно-технической документации.